|
基于CAE 技术的手机下盖注塑模具设计优化
0 前 言
注射成型过程中,塑料熔体在模具型腔内的流动、传热过程是非常复杂的物理过程。利用注塑模CAE
技术可在模具制造之前,对模具设计方案进行分析和模拟来代替实际的试模,预测设计中潜在的缺陷并及时修改。通过CAE
模拟分析,最大限度地预测并修正产品设计、模具设计及制品成型过程中可能出现的不足,取代传统的反复试模、修模等过程,从而降化产品制造成本,缩短产品开发周期,对实际生产具有重要的指导意义。
1 产品分析
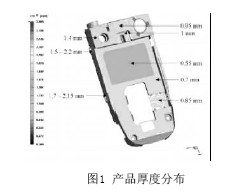
某手机下盖,采用的材料为PC,几何尺寸为84mm ×
43.6mm × 9.3mm,平均厚度为1.4mm,最厚处为2.2mm,最薄处仅为0.55mm,产品壁厚分布如图1
所示。
2 模流分析(原始方案)
模具设计原始方案采用三板模,以3个直浇口直接进浇,加工成型条件见表1。利用MOLDFLOW的MPI软件对充模过程中的流动、保压、冷却和收缩、翘曲进行模拟分析,通过分析可以发现当前方案可能出现如表1
所示的问题。

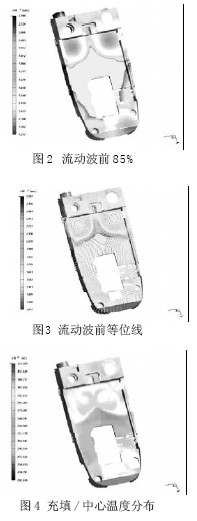
2.1 流动不平衡、结合线、包封产生如图2
所示为流动波前85% 图,可以发现浇口径向充填并非均匀流动,在靠近薄壁部位呈现迟滞,有流动不平衡的情况。
如图3
所示为流动波前等位线图,可以发现图中有部份等位线过密情形,表示此区流动阻力较大,塑料流动通往流动阻力小的区域流,最后才回填流动阻力较大的区域,造成流动末端有结合线与包封产生,有时甚至有短射之虑。
图4 为充填/ 中心温度分布图。图4
中,平均温度在308℃,而上方浇口附近出现255℃的温度,差异过大,末端结合线将非常明显。
2.2 保压效果不良
图5为中心温度分布情况,分布范围在42.6~322℃之间,大部分塑料温度在130℃左右,都低于塑料本身的不流动温度。表示保压结束瞬间塑料受冷模影响,热传效应明显,塑料迅速降温冻结。
图6 为压力分布情况。图6
中,压力分布范围由浇口127MPa
至流动末端已降为0,压降过大,压力传递不良,无法补充缩水区之塑料,反而使浇口处残留应力增加。
2.3 缩水情况产生
图7 为体积收缩率分布情况。图7
中,浇口附近体积收缩率为(-2.02%),表示有膨胀的情况,远离浇口之体积收缩率最大为(5.86%),表示缩水情况的发生,当保压结束瞬间塑料有膨胀与缩水情况同时发生时。

3 模流分析(设计优化)
针对缩水问题的改善方式有许多,以下建议3个方案提供工程师参考。
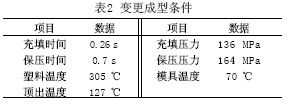
3.1 成型条件变更
变更成型条件如表2所示。由表2可以看出,降低保压时间,使浇口保压阶段塑料温度提升,增加保压压力,因保压压力需足够克服浇口阻力进行缩水补偿。
通过分析,可以从中心温度分布图发现,分布范围由47~327℃,大部分塑料温度提升至166℃左右。
由压力分布图上可以发现,新方案的压力分布浇口压力为156MPa,流动末端提升为37MPa,表示压降变小。
从体积收缩率分布图发现,体积收缩率分布范围由(-2.57%~3.92%),膨涨的情况稍增,缩水率则下降。
3.2 产品设计变更
浇口区域过薄,所遭受的流动阻力甚大,因此大的压降会消耗许多射出压力,因此增加进浇处产品壁厚,由0.55mm
改为0.65mm,使熔塑流动阻力降低,采用如表2 的成型条件进行模拟分析。
由充填/中心温度分布图,平均温度在309℃,上方浇口附近提升为290℃的温度,使塑料分布较均匀。
由保压/
中心温度分布图,大部分塑料温度提升至171℃左右。
由保压/
压力的分布图,浇口压力分布范围为159MPa,流动末端提升为48.2MPa,表示压力有效传递。
从分析结果显示的体积收缩率分布图上可以看出,体积收缩率分布范围为(-2.45%~3.32%),膨胀的情况稍增,缩水率则有明显的下降。
3.3 模具设计变更
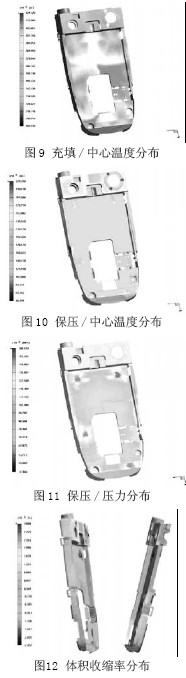
为使达流动平衡,增加一组进浇点,图8
为新方案的浇道配置变更图。通过增加工浇口可以平均分担模穴的充填与保压压力的传递,使塑料温度提升,黏度降低,流动阻力变小。采用如表2相同的成型条件进行模拟分析。

图9 为充填/ 中心温度分布图。由图9
可以看出,平均温度310℃,上方浇口附近提升为305℃的温度,使塑料分布较均匀。
图10 为保压/ 中心温度分布图。图10
中,大部分塑料温度提升至171℃左右。
图11 为保压/ 压力分布图。图11
中,压力分布范围在浇口处为1 6 0 M P a ,流动末端提升为57.4MPa,表示压降变小。
图12为新方案的体积收缩率分布图。图12中,体积收缩率分布范围由(-2.42%~3.00%),膨胀的情况稍增,缩水率有大幅度的降低。
4 结论
通过分析对比,可以发现经过多次优化后,通过增加进料点,以相同的流速,使塑料温度均匀分布,压力均匀传递,压降变小,让各浇口有效发挥,使缩水率降低。
模具厂在采用按照新方案进行模具设计与制造,生产的产品一次试模成功。产品基本没有缩水问题,结合线也不明显。在浇口区域局部有过度膨胀情况,因为此区是贴纸的区域,并不影响外观。
转自:互联网
|


